









FK803 ସ୍ୱୟଂଚାଳିତ ରୋଟାରୀ ଗୋଲ ବୋତଲ ଲେବଲିଂ ମେସିନ୍
ସଂକ୍ଷିପ୍ତ ବର୍ଣ୍ଣନା:
FK803 ବିଭିନ୍ନ ନିର୍ଦ୍ଦିଷ୍ଟକରଣର ନଳାକାର ଏବଂ ଶଙ୍କାକାର ଉତ୍ପାଦଗୁଡ଼ିକୁ ଲେବଲ୍ କରିବା ପାଇଁ ଉପଯୁକ୍ତ, ଯେପରିକି କସମେଟିକ୍ ଗୋଲ ବୋତଲ, ରେଡ୍ ୱାଇନ୍ ବୋତଲ, ଔଷଧ ବୋତଲ, କୋନ୍ ବୋତଲ, ପ୍ଲାଷ୍ଟିକ୍ ବୋତଲ, PET ଗୋଲ ବୋତଲ ଲେବଲ୍, ପ୍ଲାଷ୍ଟିକ୍ ବୋତଲ ଲେବଲ୍, ଖାଦ୍ୟ କ୍ୟାନ୍, ଇତ୍ୟାଦି। ବୋତଲ ଲେବଲ୍ କରିବା ପାଇଁ ଉପଯୁକ୍ତ।
FK803 ଲେବଲିଂ ମେସିନ୍ ଉତ୍ପାଦର ଆଗ ଏବଂ ପଛ ଭାଗରେ ଏକ ପୂର୍ଣ୍ଣ ବୃତ୍ତ ଲେବଲିଂ ଏବଂ ଅର୍ଦ୍ଧ ବୃତ୍ତ ଲେବଲିଂ, କିମ୍ବା ଡବଲ-ଲେବଲିଂ ଅନୁଭବ କରିପାରିବ। ଆଗ ଏବଂ ପଛ ଲେବଲ୍ ମଧ୍ୟରେ ବ୍ୟବଧାନକୁ ଆଡଜଷ୍ଟ କରାଯାଇପାରିବ, ଏବଂ ସମାୟୋଜନ ପଦ୍ଧତି ମଧ୍ୟ ବହୁତ ସରଳ। ଏହା ଖାଦ୍ୟ, ପ୍ରସାଧନ ସାମଗ୍ରୀ, ମଦ ତିଆରି, ଔଷଧ, ପାନୀୟ, ରାସାୟନିକ ଶିଳ୍ପ ଏବଂ ଅନ୍ୟାନ୍ୟ ଶିଳ୍ପରେ ଗୋଲ ବୋତଲ ଲେବଲିଂରେ ବ୍ୟାପକ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ, ଏବଂ ଅର୍ଦ୍ଧ ବୃତ୍ତାକାର ଲେବଲିଂ ଅନୁଭବ କରିପାରିବ।
ଆଂଶିକ ଭାବରେ ପ୍ରଯୁଜ୍ୟ ଉତ୍ପାଦଗୁଡ଼ିକ:




FK803 ସ୍ୱୟଂଚାଳିତ ହାଇ ସ୍ପିଡ୍ ଗୋଲ ବୋତଲ ଲେବଲିଂ ମେସିନ୍
ଆପଣ ଭିଡିଓର ତଳ ଡାହାଣ କୋଣରେ ଭିଡିଓ ତୀକ୍ଷ୍ଣତା ସେଟ୍ କରିପାରିବେ।

ବିକଳ୍ପଗୁଡ଼ିକ ଯୋଡ଼ିବା ପାଇଁ FK803 ର ଅତିରିକ୍ତ କାର୍ଯ୍ୟ ଅଛି:
① ଇଚ୍ଛାଧୀନ ସ୍ୱୟଂଚାଳିତ ରୋଟାରୀ ବୋତଲିଂ ମେସିନ୍।
② ସ୍ୱୟଂଚାଳିତ ବୋତଲିଂ ହାସଲ କରିବା ଏବଂ ଉତ୍ପାଦନ ଦକ୍ଷତା ଉନ୍ନତ କରିବା ପାଇଁ ଏହାକୁ ସିଧାସଳଖ ଉତ୍ପାଦନ ଲାଇନ ସହିତ ସଂଯୋଗ କରାଯାଇପାରିବ।
③ ଏହି ଇଚ୍ଛାଧୀନ ରିବନ୍ କୋଡିଂ ମେସିନ୍ ଉତ୍ପାଦନ ତାରିଖ, ମିଆଦ ଶେଷ ତାରିଖ ଏବଂ ଉତ୍ପାଦନ ବ୍ୟାଚ୍ ଅନଲାଇନରେ ପ୍ରିଣ୍ଟ କରିପାରିବ, ଯାହା ବୋତଲ ପ୍ରକ୍ରିୟାକୁ ହ୍ରାସ କରେ ଏବଂ ଉତ୍ପାଦନ ଦକ୍ଷତାକୁ ବହୁ ପରିମାଣରେ ଉନ୍ନତ କରେ।
④ ସ୍ୱୟଂଚାଳିତ ଖାଦ୍ୟ ଦେବା କାର୍ଯ୍ୟ (ଉତ୍ପାଦ ବିଚାର ସହିତ ମିଶ୍ରିତ);
⑤ ସ୍ୱୟଂଚାଳିତ ସାମଗ୍ରୀ ସଂଗ୍ରହ କାର୍ଯ୍ୟ (ଉତ୍ପାଦ ବିଚାର ସହିତ ମିଶ୍ରିତ);
⑥ ଲେବଲିଂ ଡିଭାଇସ୍ ବୃଦ୍ଧି କରନ୍ତୁ;
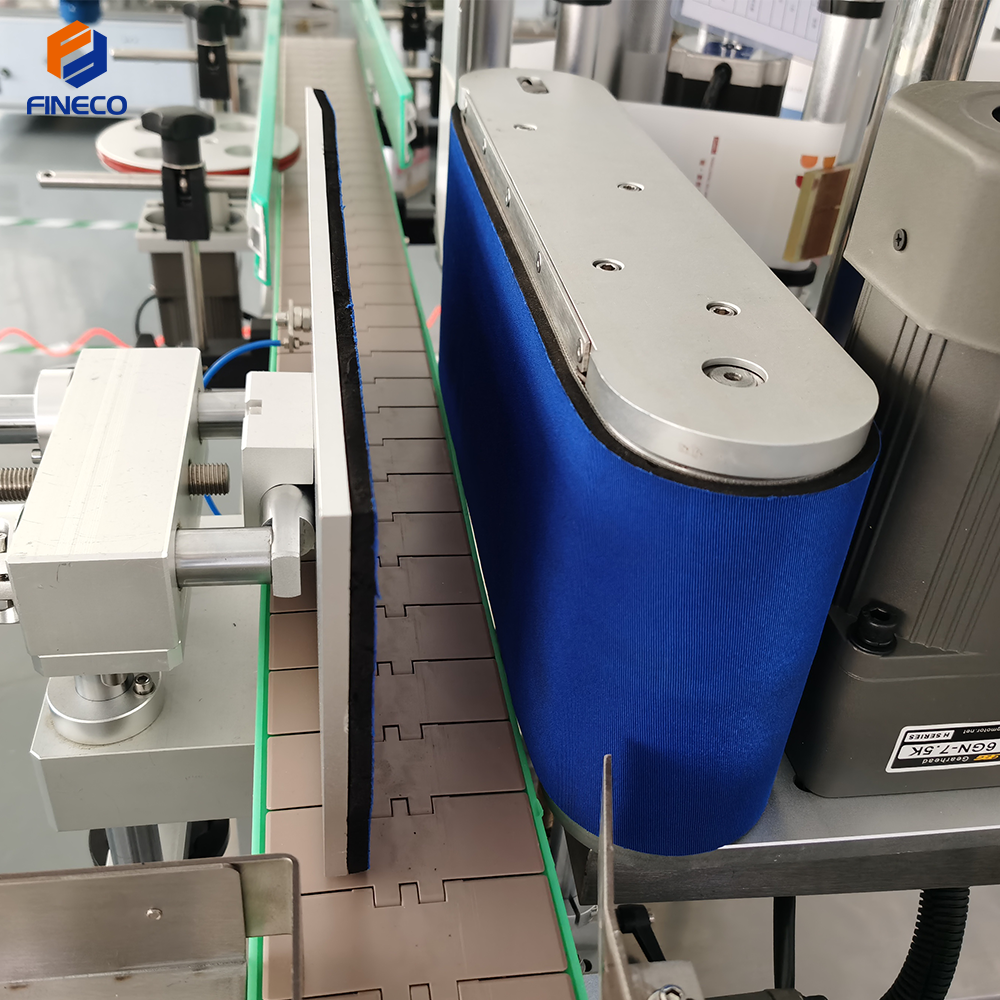
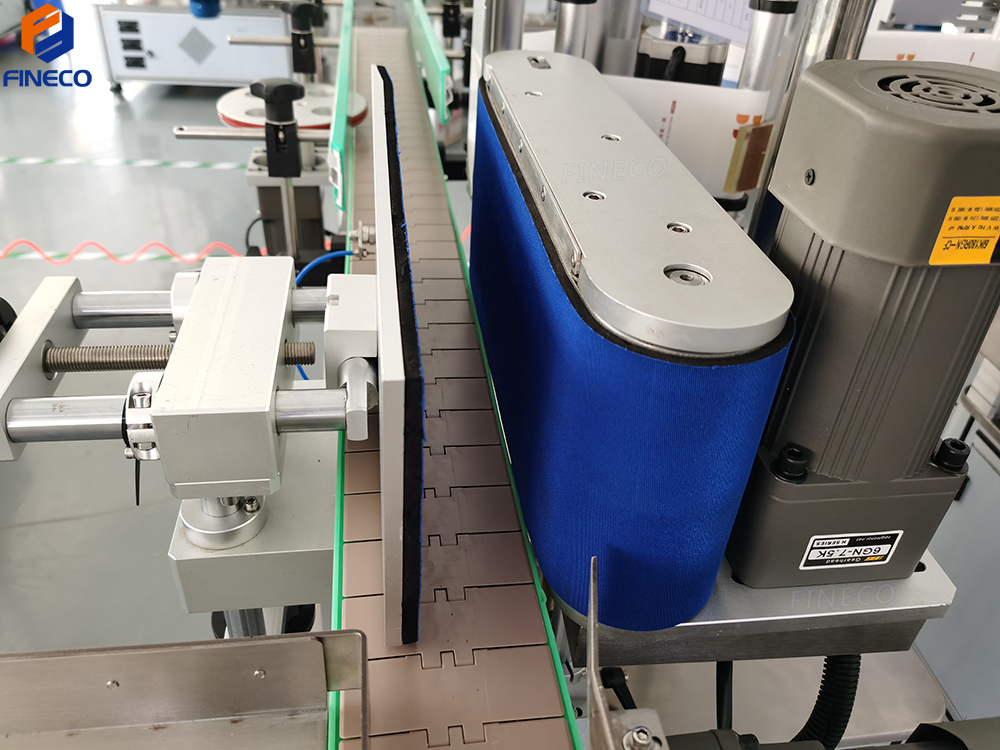
FK803 ର ସମାୟୋଜନ ପଦ୍ଧତି ସରଳ, ସ୍ପଞ୍ଜ ବେଲ୍ଟ ଲେବଲିଂ ପଦ୍ଧତି ଗ୍ରହଣ କରାଯାଉଛି, ଲେବଲିଂ ସଠିକତା ଅଧିକ, ଖାଲି ଆଖିରେ ତ୍ରୁଟି ଦେଖିବା କଷ୍ଟକର, ଏବଂ ଏହା ଉଚ୍ଚ ଅମଳ ଆବଶ୍ୟକ କରୁଥିବା ଉତ୍ପାଦ ପାଇଁ ସର୍ବୋତ୍ତମ ପସନ୍ଦ।
FK803 ପ୍ରାୟ 2.92 ଘନ ମିଟର କ୍ଷେତ୍ରଫଳ ଆଚ୍ଛାଦିତ କରେ।
ଉତ୍ପାଦ ଅନୁସାରେ କଷ୍ଟମ୍ ଲେବଲିଂ ମେସିନକୁ ସମର୍ଥନ କରନ୍ତୁ।
ଟେକ୍ନିକାଲ୍ ପାରାମିଟରଗୁଡ଼ିକ
| ପାରାମିଟର | ତାରିଖ |
| ଲେବଲ୍ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ | ଆଠାଜକ ଷ୍ଟିକର, ସ୍ୱଚ୍ଛ କିମ୍ବା ଅସ୍ୱଚ୍ଛ |
| ଲେବଲିଂ ସହନଶୀଳତା | ±1mm |
| କ୍ଷମତା (ପିସିସ୍/ମିନିଟ୍) | ୩୦~୮୦ |
| ସୁଟ୍ଉତ୍ପାଦଆକାର (ମିମି) | φ୨୫ମିମି~φ୧୦୦ମିମି ଘନତା:25~150; କଷ୍ଟମାଇଜଡ୍ କରାଯାଇପାରିବ |
| ସୁଟ୍ ଲେବଲ୍ ଆକାର (ମିମି) | ଲ:୨୦-୩୮୦; ପୃଥ(ହ):୧୫-୧୦୦ |
| ଯନ୍ତ୍ର ଆକାର (L*W*H) | ≈୧୯୦୦*୧୧୦୦*୧୪୦୦(ମିମି) |
| ପ୍ୟାକ୍ ଆକାର (L*W*H) | ≈୧୯୫୦*୧୧୫୦*୧45୦(ମିମି) |
| ଭୋଲଟେଜ୍ | 220V/50(60)HZ; କଷ୍ଟମାଇଜଡ୍ କରାଯାଇପାରିବ |
| ଶକ୍ତି | ୬୫୫W |
| ଉତ୍ତର ପଶ୍ଚିମ(କେଜି) | ≈୧୬୫.0 |
| GW(KG) | ≈୨୧୦.0 |
| ଲେବଲ୍ ରୋଲ୍ | ପରିଚୟ: Ø୭୬ମିମି; OD:≤୨6୦ ମିମି |


| ନାହିଁ। | ଗଠନ | ଫଙ୍କସନ୍ |
| 1 | ଡବଲ୍ ସାଇଡ୍ ଗାର୍ଡରେଲ୍ | ବୋତଲଗୁଡ଼ିକୁ ସିଧା ରଖନ୍ତୁ, ବୋତଲର ବ୍ୟାସ ଅନୁସାରେ ଆଡଜଷ୍ଟ କରାଯାଇପାରିବ। |
| 2 | ଲେବଲିଂ ହେଡ୍ | ଲେବଲରର ମୂଳ, ଲେବଲ-ୱାଇଣ୍ଡିଂ ଏବଂ ଡ୍ରାଇଭିଂ ଗଠନ ସମେତ। |
| 3 | ଟଚ୍ ସ୍କ୍ରିନ୍ | କାର୍ଯ୍ୟ ଏବଂ ସେଟିଂ ପାରାମିଟରଗୁଡ଼ିକ। |
| 4 | ରୋଟାରୀ ବେଲ୍ଟ | ଲେବଲ୍ କରିବା ସମୟରେ ଉତ୍ପାଦଗୁଡ଼ିକୁ ଘୂର୍ଣ୍ଣନ କରିବା ପାଇଁ ଏକ ମୋଟର ଦ୍ୱାରା ଚାଳିତ। |
| 5 | ଇଲେକ୍ଟ୍ରିକ୍ ବାକ୍ସ | ଇଲେକ୍ଟ୍ରୋନିକ୍ ବିନ୍ୟାସ ସ୍ଥାପନ କରନ୍ତୁ। |
| 6 | ସଂଗ୍ରହ ପ୍ଲେଟ୍ | ଲେବଲ୍ ହୋଇଥିବା ଉତ୍ପାଦଗୁଡ଼ିକ ସଂଗ୍ରହ କରନ୍ତୁ। |
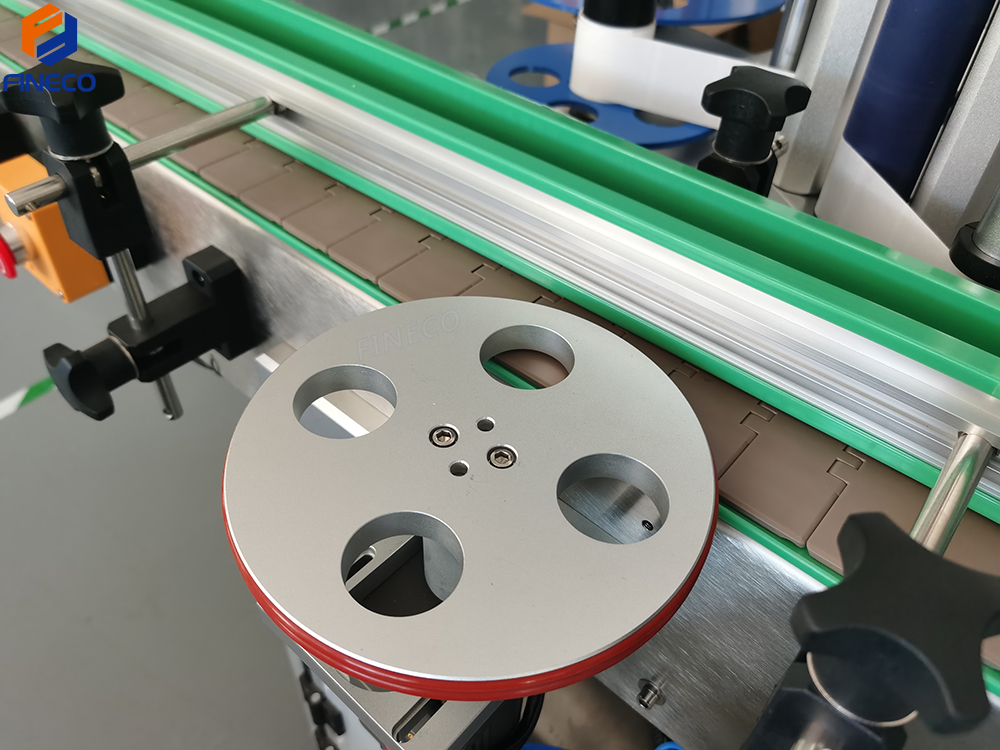
| 7 | ସ୍ପେସିଂ ଚକ | ପ୍ରତ୍ୟେକ 2ଟି ଉତ୍ପାଦକୁ ନିର୍ଦ୍ଦିଷ୍ଟ ଦୂରତା ରଖିବାରେ ସାହାଯ୍ୟ କରେ। |
| 8 | ଆଡଜଷ୍ଟରଗୁଡ଼ିକ | ଲେବଲିଂ ସ୍ଥିତି ସଜାଡ଼ିବା ପାଇଁ ବ୍ୟବହୃତ। |
| 9 | ଜରୁରୀକାଳୀନ ରହଣି | ଯଦି ମେସିନଟି ଭୁଲ ଚାଲେ ତେବେ ତାକୁ ବନ୍ଦ କରିଦିଅ। |

କାର୍ଯ୍ୟ ପ୍ରକ୍ରିୟା
କାର୍ଯ୍ୟ ନୀତି: ଲେବଲ୍ ସେନ୍ସର,ଉତ୍ପାଦ ସେନ୍ସର PLC କୁ ସଙ୍କେତ ପଠାଏ,ଯେଉଁଠାରେ ସିଗନାଲଗୁଡ଼ିକୁ ପ୍ରକ୍ରିୟାକରଣ କରାଯାଏ ଏବଂ ମୋଟର ଭଳି ବିଭିନ୍ନ ଅଂଶକୁ ପଠାଯାଏ, ତା'ପରେ ଲେବଲିଂ ଆରମ୍ଭ ହୁଏ।
ଲେବଲିଂ ପ୍ରକ୍ରିୟା: ଫିଡିଂ (ଆସେମ୍ବଲି ଲାଇନ ସହିତ ସଂଯୋଗ କରାଯାଇପାରିବ) → ବ୍ୟବଧାନ → ଚିହ୍ନଟ → ଲେବଲିଂ → ସଂଗ୍ରହ।
ଲେବଲ୍ ଉତ୍ପାଦନ ଆବଶ୍ୟକତା
1. ଲେବଲ ଏବଂ ଲେବଲ ମଧ୍ୟରେ ବ୍ୟବଧାନ 2-3 ମିମି;
2. ଲେବଲ ଏବଂ ତଳ କାଗଜର ଧାର ମଧ୍ୟରେ ଦୂରତା 2 ମିମି;
3. ଲେବଲର ତଳ କାଗଜ ଗ୍ଲାସିନ୍ରେ ତିଆରି, ଯାହାର ଭଲ କଠିନତା ଅଛି ଏବଂ ଏହାକୁ ଭାଙ୍ଗିବାରୁ ରୋକେ (ତଳ କାଗଜ କାଟିବା ଏଡାଇବା ପାଇଁ);
୪. କୋରର ଭିତର ବ୍ୟାସ ୭୬ ମିମି, ଏବଂ ବାହ୍ୟ ବ୍ୟାସ ୨୮୦ ମିମିରୁ କମ୍, ଗୋଟିଏ ଧାଡିରେ ସଜାଯାଇଛି।
ଉପରୋକ୍ତ ଲେବଲ୍ ଉତ୍ପାଦନକୁ ଆପଣଙ୍କ ଉତ୍ପାଦ ସହିତ ମିଶ୍ରଣ କରିବାକୁ ପଡିବ। ନିର୍ଦ୍ଦିଷ୍ଟ ଆବଶ୍ୟକତା ପାଇଁ, ଦୟାକରି ଆମର ଇଞ୍ଜିନିୟରମାନଙ୍କ ସହିତ ଯୋଗାଯୋଗର ଫଳାଫଳ ଦେଖନ୍ତୁ!

ବୈଶିଷ୍ଟ୍ୟଗୁଡିକ:
୧) ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ: ଜାପାନୀ ପାନାସୋନିକ୍ ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ, ଉଚ୍ଚ ସ୍ଥିରତା ଏବଂ ଅତ୍ୟନ୍ତ କମ ବିଫଳତା ହାର ସହିତ।
୨) ଅପରେସନ୍ ସିଷ୍ଟମ୍: ରଙ୍ଗୀନ ଟଚ୍ ସ୍କ୍ରିନ୍, ସିଧାସଳଖ ଭିଜୁଆଲ୍ ଇଣ୍ଟରଫେସ୍ ସହଜ ଅପରେସନ୍। ଚାଇନିଜ୍ ଏବଂ ଇଂରାଜୀ ଉପଲବ୍ଧ। ସମସ୍ତ ବୈଦ୍ୟୁତିକ ପାରାମିଟରଗୁଡ଼ିକୁ ସହଜରେ ଆଡଜଷ୍ଟ କରିବା ଏବଂ ଗଣନା କାର୍ଯ୍ୟ ଅଛି, ଯାହା ଉତ୍ପାଦନ ପରିଚାଳନା ପାଇଁ ସହାୟକ।
3) ଚିହ୍ନଟ ପ୍ରଣାଳୀ: ଜର୍ମାନ LEUZE/ଇଟାଲୀୟ ଡାଟାଲୋଜିକ୍ ଲେବଲ୍ ସେନ୍ସର ଏବଂ ଜାପାନୀ ପାନାସୋନିକ୍ ଉତ୍ପାଦ ସେନ୍ସର ବ୍ୟବହାର କରି, ଯାହା ଲେବଲ୍ ଏବଂ ଉତ୍ପାଦ ପ୍ରତି ସମ୍ବେଦନଶୀଳ, ଉଚ୍ଚ ସଠିକତା ଏବଂ ସ୍ଥିର ଲେବଲ୍ କାର୍ଯ୍ୟଦକ୍ଷତା ସୁନିଶ୍ଚିତ କରେ। ଏହା ଶ୍ରମ ସଞ୍ଚୟ କରିଥାଏ।
୪) ଆଲାର୍ମ କାର୍ଯ୍ୟ: ଲେବଲ୍ ଛିଣ୍ଡିବା, ଲେବଲ୍ ଭାଙ୍ଗିଯିବା କିମ୍ବା ଅନ୍ୟାନ୍ୟ ତ୍ରୁଟି ପରି ସମସ୍ୟା ଆସିଲେ ମେସିନ୍ ଏକ ଆଲାର୍ମ ଦେବ।
୫) ମେସିନ୍ ସାମଗ୍ରୀ: ମେସିନ୍ ଏବଂ ସ୍ପେୟାର ପାର୍ଟସ୍ ସମସ୍ତ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ଏବଂ ଆନୋଡାଇଜ୍ଡ୍ ସିନିୟର ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ ବ୍ୟବହାର କରେ, ଯାହାର କ୍ଷୟ ପ୍ରତିରୋଧକତା ଅଧିକ ଏବଂ କେବେ କ୍ଷିପ୍ତ ହୁଏ ନାହିଁ।
୬) ସ୍ଥାନୀୟ ଭୋଲଟେଜ ସହିତ ଖାପ ଖୁଆଇବା ପାଇଁ ଏକ ଭୋଲଟେଜ ଟ୍ରାନ୍ସଫର୍ମର ସହିତ ସଜ୍ଜିତ କରନ୍ତୁ।
ଆପଣଙ୍କ ବାର୍ତ୍ତା ଆମକୁ ପଠାନ୍ତୁ:
ଉତ୍ପାଦ ବର୍ଗଗୁଡ଼ିକ
-

ସ୍ୱୟଂଚାଳିତ ଗୋଲ ବୋତଲ ଲେବଲିଂ ମେସିନ୍ (ସିଲିଣ୍ଡର...
-

FK606 ଡେସ୍କଟପ୍ ହାଇ ସ୍ପିଡ୍ ଗୋଲ/ଟେପର୍ ବୋତଲ ଲ୍ୟାବ...
-

ଅର୍ଦ୍ଧ-ସ୍ୱୟଂଚାଳିତ ଗୋଲ ବୋତଲ ଲେବଲିଂ ମେସିନ୍
-

FK 6 ନୋଜଲ୍ ତରଳ ଫିଲିଂ କ୍ୟାପିଂ ଲେବଲିଂ ମେସିନ୍...
-

FK ବଡ଼ ବକେଟ ଲେବଲିଂ ମେସିନ୍
-

FK605 ଡେସ୍କଟପ୍ ଗୋଲ/ଟେପର୍ ବୋତଲ ପୋଜିସନିଂ ଲା...
-

FK616 ସେମି ଅଟୋମେଟିକ୍ 360° ରୋଲିଂ ଲେବଲିଂ ମ୍ୟାକ୍...
-

FKF601 20~1000ml ତରଳ ଭରଣା ମେସିନ୍