












ਅਰਧ-ਆਟੋਮੈਟਿਕ ਗੋਲ ਬੋਤਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ
ਛੋਟਾ ਵਰਣਨ:
ਅਰਧ ਆਟੋਮੈਟਿਕ ਗੋਲ ਬੋਤਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਵੱਖ-ਵੱਖ ਸਿਲੰਡਰ ਅਤੇ ਸ਼ੰਕੂ ਉਤਪਾਦਾਂ, ਜਿਵੇਂ ਕਿ ਕਾਸਮੈਟਿਕ ਗੋਲ ਬੋਤਲਾਂ, ਲਾਲ ਵਾਈਨ ਦੀਆਂ ਬੋਤਲਾਂ, ਦਵਾਈ ਦੀਆਂ ਬੋਤਲਾਂ, ਕੋਨ ਬੋਤਲਾਂ, ਪਲਾਸਟਿਕ ਦੀਆਂ ਬੋਤਲਾਂ, ਆਦਿ ਨੂੰ ਲੇਬਲ ਕਰਨ ਲਈ ਢੁਕਵੀਂ ਹੈ।
ਅਰਧ ਆਟੋਮੈਟਿਕ ਗੋਲ ਬੋਤਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਇੱਕ ਗੋਲ ਲੇਬਲਿੰਗ ਅਤੇ ਅੱਧਾ ਗੋਲ ਲੇਬਲਿੰਗ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦੀ ਹੈ, ਅਤੇ ਉਤਪਾਦ ਦੇ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਡਬਲ ਲੇਬਲਿੰਗ ਨੂੰ ਵੀ ਮਹਿਸੂਸ ਕਰ ਸਕਦੀ ਹੈ। ਅਗਲੇ ਅਤੇ ਪਿਛਲੇ ਲੇਬਲਾਂ ਵਿਚਕਾਰ ਦੂਰੀ ਨੂੰ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਐਡਜਸਟਮੈਂਟ ਵਿਧੀ ਵੀ ਬਹੁਤ ਸਰਲ ਹੈ। ਭੋਜਨ, ਸ਼ਿੰਗਾਰ ਸਮੱਗਰੀ, ਰਸਾਇਣਕ, ਵਾਈਨ, ਫਾਰਮਾਸਿਊਟੀਕਲ ਅਤੇ ਹੋਰ ਉਦਯੋਗਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ਅੰਸ਼ਕ ਤੌਰ 'ਤੇ ਲਾਗੂ ਉਤਪਾਦ:




ਅਰਧ-ਆਟੋਮੈਟਿਕ ਗੋਲ ਬੋਤਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ
ਤੁਸੀਂ ਵੀਡੀਓ ਦੇ ਹੇਠਲੇ ਸੱਜੇ ਕੋਨੇ ਵਿੱਚ ਵੀਡੀਓ ਦੀ ਸ਼ਾਰਪਨੈੱਸ ਸੈੱਟ ਕਰ ਸਕਦੇ ਹੋ।

ਮਸ਼ੀਨ ਦਾ ਵੇਰਵਾ
ਇਸ ਮਸ਼ੀਨ ਵਿੱਚ ਵਿਕਲਪ ਜੋੜਨ ਲਈ ਵਾਧੂ ਫੰਕਸ਼ਨ ਹਨ:
1. ਪੋਜੀਸ਼ਨਿੰਗ ਲੇਬਲਿੰਗ ਫੰਕਸ਼ਨ ਸ਼ਾਮਲ ਕਰੋ, ਤਾਂ ਜੋ ਲੇਬਲ ਨੂੰ ਤੁਹਾਡੇ ਉਤਪਾਦ ਦੀ ਇੱਕ ਸਥਿਰ ਸਥਿਤੀ ਨਾਲ ਜੋੜਿਆ ਜਾ ਸਕੇ।
2. ਕੋਡਿੰਗ ਮਸ਼ੀਨ ਜਾਂ ਇੰਕਜੈੱਟ ਪ੍ਰਿੰਟਰ ਨਾਲ ਲੈਸ, ਲੇਬਲਿੰਗ ਕਰਦੇ ਸਮੇਂ ਉਤਪਾਦਨ ਬੈਚ ਨੰਬਰ, ਉਤਪਾਦਨ ਮਿਤੀ, ਪ੍ਰਭਾਵੀ ਮਿਤੀ ਅਤੇ ਹੋਰ ਜਾਣਕਾਰੀ ਸਪਸ਼ਟ ਤੌਰ 'ਤੇ ਛਾਪੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਕੁਸ਼ਲਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਕੋਡਿੰਗ ਅਤੇ ਲੇਬਲਿੰਗ ਇੱਕੋ ਸਮੇਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਇਹ ਮਸ਼ੀਨ ਐਡਜਸਟਮੈਂਟ ਵਿਧੀ ਸਰਲ ਹੈ ਅਤੇ ਇਸਨੂੰ ਸਿਰਫ਼ ਪ੍ਰੈਸ਼ਰ ਰੋਲਰ ਦੀ ਉਚਾਈ ਅਤੇ ਉਸ ਮੋਰੀ ਦੀ ਚੌੜਾਈ ਨੂੰ ਹਿਲਾਉਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ ਜਿੱਥੇ ਉਤਪਾਦ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ। ਐਡਜਸਟਮੈਂਟ ਪ੍ਰਕਿਰਿਆ 5 ਮਿੰਟਾਂ ਤੋਂ ਘੱਟ ਹੈ, ਅਤੇ ਲੇਬਲਿੰਗ ਸ਼ੁੱਧਤਾ ਉੱਚੀ ਹੈ। ਨੰਗੀ ਅੱਖ ਨਾਲ ਗਲਤੀ ਨੂੰ ਦੇਖਣਾ ਮੁਸ਼ਕਲ ਹੈ।ਇਹ ਮਸ਼ੀਨ ਲਗਭਗ 0.22 ਘਣ ਮੀਟਰ ਦੇ ਖੇਤਰ ਨੂੰ ਕਵਰ ਕਰਦੀ ਹੈ। ਉਤਪਾਦ ਦੇ ਅਨੁਸਾਰ ਕਸਟਮ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਦਾ ਸਮਰਥਨ ਕਰੋ।
ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਪੈਰਾਮੀਟਰ | ਮਿਤੀ |
| ਲੇਬਲ ਨਿਰਧਾਰਨ | ਚਿਪਕਣ ਵਾਲਾ ਸਟਿੱਕਰ, ਪਾਰਦਰਸ਼ੀ ਜਾਂ ਅਪਾਰਦਰਸ਼ੀ |
| ਲੇਬਲਿੰਗ ਸਹਿਣਸ਼ੀਲਤਾ | ±0.5 ਮਿਲੀਮੀਟਰ |
| ਸਮਰੱਥਾ (ਪੀ.ਸੀ.ਐਸ. / ਮਿੰਟ) | 15~30 |
| ਸੂਟਬੋਤਲਆਕਾਰ(ਮਿਲੀਮੀਟਰ) | Ø15~Ø150; ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ |
| ਸੂਟ ਲੇਬਲ ਦਾ ਆਕਾਰ (ਮਿਲੀਮੀਟਰ) | L:20~290; W(H):15~130 |
| ਮਸ਼ੀਨ ਦਾ ਆਕਾਰ (L*W*H) | ≈960*560*540(ਮਿਲੀਮੀਟਰ) |
| ਪੈਕ ਦਾ ਆਕਾਰ (L*W*H) | ≈1020*660*740(ਮਿਲੀਮੀਟਰ) |
| ਵੋਲਟੇਜ | 220V/50(60)HZ; ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ |
| ਪਾਵਰ | 120W |
| ਉੱਤਰ-ਪੱਛਮ (ਕੇਜੀ) | ≈45.0 |
| GW(KG) | ≈67.5 |
| ਲੇਬਲ ਰੋਲ | ਆਈਡੀ: Ø76mm; ਓਡੀ:≤260 ਮਿਲੀਮੀਟਰ |
| ਹਵਾ ਸਪਲਾਈ | 0.4~0.6ਐਮਪੀਏ |
ਢਾਂਚੇ:

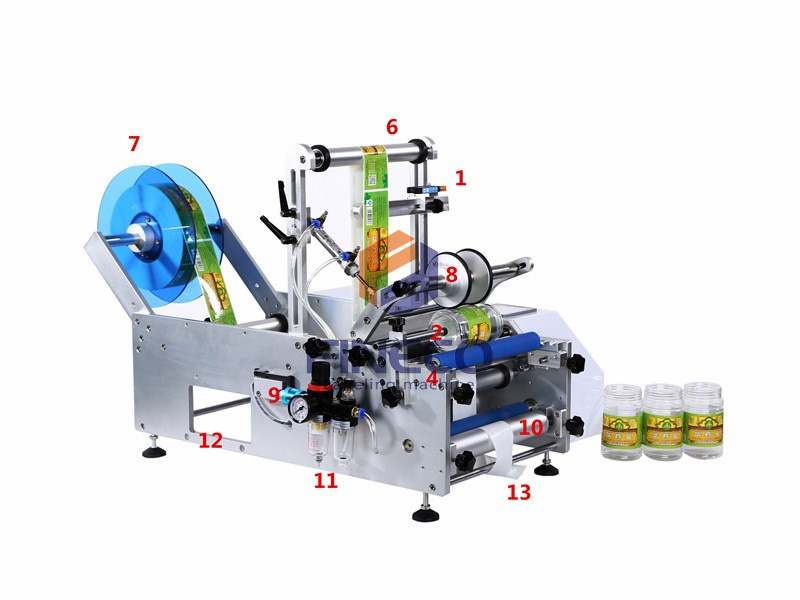
| ਨਹੀਂ। | ਬਣਤਰ | ਫੰਕਸ਼ਨ |
| 1 | ਲੇਬਲ ਸੈਂਸਰ | ਡਿਟੈਕਟ ਲੇਬਲ |
| 2 | ਆਟੋਮੈਟਿਕ ਸਵਿੱਚ/ ਉਤਪਾਦ ਸੈਂਸਰ | ਉਤਪਾਦ ਦਾ ਪਤਾ ਲਗਾਓ |
| 3 | ਐਮਰਜੈਂਸੀ ਸਟਾਪ | ਜੇਕਰ ਮਸ਼ੀਨ ਗਲਤ ਚੱਲਦੀ ਹੈ ਤਾਂ ਇਸਨੂੰ ਰੋਕੋ |
| 4 | ਐਡਜਸਟੇਬਲ ਗਰੂਵ | 15mm~150mm ਬੋਤਲ ਦੇ ਅਨੁਕੂਲ ਹੋਣ ਲਈ 5 ਗਰੂਵਜ਼ ਐਡਜਸਟੇਬਲ। |
| 5 | ਇਲੈਕਟ੍ਰਿਕ ਬਾਕਸ | ਇਲੈਕਟ੍ਰਾਨਿਕ ਸੰਰਚਨਾਵਾਂ ਰੱਖੋ |
| 6 | ਰੋਲਰ | ਲੇਬਲ ਰੋਲ ਨੂੰ ਹਵਾ ਦਿਓ |
| 7 | ਲੇਬਲ ਟ੍ਰੇ | ਲੇਬਲ ਰੋਲ ਰੱਖੋ |
| 8 | ਸਿਖਰ ਫਿਕਸਿੰਗ ਡਿਵਾਈਸ | ਬੋਤਲ ਨੂੰ ਉੱਪਰੋਂ ਠੀਕ ਕਰੋ |
| 9 | ਏਅਰ ਪਾਈਪ ਕਨੈਕਟਰ | ਹਵਾ ਸਪਲਾਈ ਨਾਲ ਜੁੜੋ |
| 10 | ਟ੍ਰੈਕਸ਼ਨ ਡਿਵਾਈਸ | ਲੇਬਲ ਖਿੱਚਣ ਲਈ ਟ੍ਰੈਕਸ਼ਨ ਮੋਟਰ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ |
| 11 | ਏਅਰ ਸਰਕਟ ਫਿਲਟਰ | ਫਿਲਟਰ ਪਾਣੀ ਅਤੇ ਅਸ਼ੁੱਧੀਆਂ |
| 12 | ਕੋਡ ਪ੍ਰਿੰਟਰ ਲਈ ਰਾਖਵਾਂ ਹੈ | |
| 13 | ਰਿਲੀਜ਼ ਪੇਪਰ | |
| 14 | ਲੌਚ ਸਕ੍ਰੀਨ | ਓਪਰੇਸ਼ਨ ਅਤੇ ਸੈਟਿੰਗ ਪੈਰਾਮੀਟਰ |
ਕੰਮ ਦੀ ਪ੍ਰਕਿਰਿਆ
ਕੰਮ ਕਰਨ ਦਾ ਸਿਧਾਂਤ: ਮਸ਼ੀਨ ਦਾ ਮੁੱਖ ਹਿੱਸਾ PLC ਹੈ, ਜੋ ਆਟੋਮੈਟਿਕ ਮੈਗਨੈਟਿਕ ਕਲੱਚ, ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਵਾਲਵ ਅਤੇ ਮੋਟਰ ਨੂੰ ਸ਼ੁਰੂ ਕਰਨ ਲਈ ਸਟਾਰਟ ਅਤੇ ਡਿਟੈਕਟ ਸਿਗਨਲ ਅਤੇ ਆਉਟਪੁੱਟ ਸਿਗਨਲ ਪ੍ਰਾਪਤ ਕਰਦਾ ਹੈ।
ਸੰਚਾਲਨ ਪ੍ਰਕਿਰਿਆ: ਉਤਪਾਦ ਲਗਾਓ—ਪੈਰ ਦੇ ਸਵਿੱਚ ਨੂੰ ਦਬਾਓ—ਲੇਬਲ (ਉਪਕਰਨ ਦੁਆਰਾ ਆਪਣੇ ਆਪ ਮਹਿਸੂਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ)-ਲੇਬਲ ਕੀਤੇ ਉਤਪਾਦ ਨੂੰ ਬਾਹਰ ਕੱਢੋ।
ਲੇਬਲ ਉਤਪਾਦਨ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ
1. ਲੇਬਲ ਅਤੇ ਲੇਬਲ ਵਿਚਕਾਰ ਪਾੜਾ 2-3mm ਹੈ;
2. ਲੇਬਲ ਅਤੇ ਹੇਠਲੇ ਕਾਗਜ਼ ਦੇ ਕਿਨਾਰੇ ਵਿਚਕਾਰ ਦੂਰੀ 2mm ਹੈ;
3. ਲੇਬਲ ਦਾ ਹੇਠਲਾ ਕਾਗਜ਼ ਗਲਾਸੀਨ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਚੰਗੀ ਕਠੋਰਤਾ ਹੁੰਦੀ ਹੈ ਅਤੇ ਇਸਨੂੰ ਟੁੱਟਣ ਤੋਂ ਰੋਕਦੀ ਹੈ (ਹੇਠਲੇ ਕਾਗਜ਼ ਨੂੰ ਕੱਟਣ ਤੋਂ ਬਚਣ ਲਈ);
4. ਕੋਰ ਦਾ ਅੰਦਰੂਨੀ ਵਿਆਸ 76mm ਹੈ, ਅਤੇ ਬਾਹਰੀ ਵਿਆਸ 300mm ਤੋਂ ਘੱਟ ਹੈ, ਇੱਕ ਕਤਾਰ ਵਿੱਚ ਵਿਵਸਥਿਤ ਹੈ।
ਉਪਰੋਕਤ ਲੇਬਲ ਉਤਪਾਦਨ ਨੂੰ ਤੁਹਾਡੇ ਉਤਪਾਦ ਨਾਲ ਜੋੜਨ ਦੀ ਲੋੜ ਹੈ। ਖਾਸ ਜ਼ਰੂਰਤਾਂ ਲਈ, ਕਿਰਪਾ ਕਰਕੇ ਸਾਡੇ ਇੰਜੀਨੀਅਰਾਂ ਨਾਲ ਸੰਚਾਰ ਦੇ ਨਤੀਜਿਆਂ ਦਾ ਹਵਾਲਾ ਦਿਓ!

ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
1) ਕੰਟਰੋਲ ਸਿਸਟਮ: ਜਾਪਾਨੀ ਪੈਨਾਸੋਨਿਕ ਕੰਟਰੋਲ ਸਿਸਟਮ, ਉੱਚ ਸਥਿਰਤਾ ਅਤੇ ਬਹੁਤ ਘੱਟ ਅਸਫਲਤਾ ਦਰ ਦੇ ਨਾਲ।
2) ਓਪਰੇਸ਼ਨ ਸਿਸਟਮ: ਰੰਗੀਨ ਟੱਚ ਸਕਰੀਨ, ਸਿੱਧਾ ਵਿਜ਼ੂਅਲ ਇੰਟਰਫੇਸ ਆਸਾਨ ਓਪਰੇਸ਼ਨ। ਚੀਨੀ ਅਤੇ ਅੰਗਰੇਜ਼ੀ ਉਪਲਬਧ। ਸਾਰੇ ਇਲੈਕਟ੍ਰੀਕਲ ਪੈਰਾਮੀਟਰਾਂ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਐਡਜਸਟ ਕਰਨਾ ਅਤੇ ਗਿਣਤੀ ਫੰਕਸ਼ਨ ਹੈ, ਜੋ ਉਤਪਾਦਨ ਪ੍ਰਬੰਧਨ ਲਈ ਮਦਦਗਾਰ ਹੈ।
3) ਖੋਜ ਪ੍ਰਣਾਲੀ: ਜਰਮਨ LEUZE/ਇਤਾਲਵੀ ਡੇਟਾਲਾਜਿਕ ਲੇਬਲ ਸੈਂਸਰ ਅਤੇ ਜਾਪਾਨੀ ਪੈਨਾਸੋਨਿਕ ਉਤਪਾਦ ਸੈਂਸਰ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਜੋ ਕਿ ਲੇਬਲ ਅਤੇ ਉਤਪਾਦ ਪ੍ਰਤੀ ਸੰਵੇਦਨਸ਼ੀਲ ਹਨ, ਇਸ ਤਰ੍ਹਾਂ ਉੱਚ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਥਿਰ ਲੇਬਲਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹਨ। ਮਿਹਨਤ ਦੀ ਬਹੁਤ ਬਚਤ ਹੁੰਦੀ ਹੈ।
4) ਅਲਾਰਮ ਫੰਕਸ਼ਨ: ਮਸ਼ੀਨ ਸਮੱਸਿਆ ਆਉਣ 'ਤੇ ਅਲਾਰਮ ਦੇਵੇਗੀ, ਜਿਵੇਂ ਕਿ ਲੇਬਲ ਫੈਲਣਾ, ਲੇਬਲ ਟੁੱਟਣਾ, ਜਾਂ ਹੋਰ ਖਰਾਬੀ।
5) ਮਸ਼ੀਨ ਸਮੱਗਰੀ: ਮਸ਼ੀਨ ਅਤੇ ਸਪੇਅਰ ਪਾਰਟਸ ਸਾਰੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਅਤੇ ਐਨੋਡਾਈਜ਼ਡ ਸੀਨੀਅਰ ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਤ ਪਦਾਰਥਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ, ਉੱਚ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਦੇ ਨਾਲ ਅਤੇ ਕਦੇ ਵੀ ਜੰਗਾਲ ਨਹੀਂ ਲੱਗਦਾ।
6) ਸਥਾਨਕ ਵੋਲਟੇਜ ਦੇ ਅਨੁਕੂਲ ਹੋਣ ਲਈ ਵੋਲਟੇਜ ਟ੍ਰਾਂਸਫਾਰਮਰ ਨਾਲ ਲੈਸ ਕਰੋ।
ਸਾਨੂੰ ਆਪਣਾ ਸੁਨੇਹਾ ਭੇਜੋ:
ਉਤਪਾਦਾਂ ਦੀਆਂ ਸ਼੍ਰੇਣੀਆਂ
-

FK616 ਸੈਮੀ ਆਟੋਮੈਟਿਕ 360° ਰੋਲਿੰਗ ਲੇਬਲਿੰਗ ਮੈਕ...
-

FK803 ਆਟੋਮੈਟਿਕ ਰੋਟਰੀ ਗੋਲ ਬੋਤਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ...
-

FK606 ਡੈਸਕਟਾਪ ਹਾਈ ਸਪੀਡ ਗੋਲ/ਟੇਪਰ ਬੋਤਲ ਲੈਬ...
-

FK 6 ਨੋਜ਼ਲ ਤਰਲ ਫਿਲਿੰਗ ਕੈਪਿੰਗ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ...
-

ਆਟੋਮੈਟਿਕ ਗੋਲ ਬੋਤਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ (ਸਿਲੰਡਰ...
-

FK ਵੱਡੀ ਬਾਲਟੀ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ
-

FK605 ਡੈਸਕਟਾਪ ਗੋਲ/ਟੇਪਰ ਬੋਤਲ ਪੋਜੀਸ਼ਨਿੰਗ ਲਾ...
-

FKF601 20~1000ml ਤਰਲ ਫਿਲਿੰਗ ਮਸ਼ੀਨ
-

FK617 ਸੈਮੀ ਆਟੋਮੈਟਿਕ ਪਲੇਨ ਰੋਲਿੰਗ ਲੇਬਲਿੰਗ ਮੈਕ...
-

FK618 ਸੈਮੀ ਆਟੋਮੈਟਿਕ ਹਾਈ ਪ੍ਰਿਸੀਜ਼ਨ ਪਲੇਨ ਲੇਬਲ...